Внаслідок тертя замка об стінки свердловини, яка складається, в основному, з кристалічних порід, інтенсивно спрацьовується периферія замка, що зменшує діаметр муфтового кінця труби і може призвести до аварії під час опускання-підіймання бурової колони через послаблення її кріплення в елеваторі.
Нами пропонується комплексна технологія реставрації та зміцнення замків бурових труб (див. Фотогалерею №1.1). Реставрація зношених поверхонь здійснюється шляхом електродугового автоматичного наплавлення порошковою самозахисною стрічкою власного виробництва розміром 8х3 мм з регульованою твердістю наплавленого шару в межах 15 – 35 HRC. Відновлена поверхня після наплавлення легко обробляється методом різання.
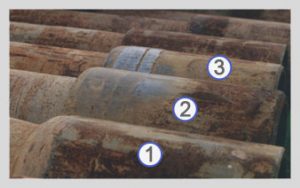
Мал.1 Бурові труби після проведення випробувань 1 – ненаплавлена серійна труба, яка втратила працездатність внаслідок спрацювання замка вище за допустиме і непридатна для подальшої експлуатації; 2 – імпортна труба із замком, зміцненим традиційним способом шляхом наплавлення стрічковим релітом, придатна для подальшої експлуатації; 3 – труба із замком, зміцненим за розробленою технологією (на замку зберігся непошкоджений наплавлений зміцнюючий шар завтовшки 1,0-1,2 мм, труба придатна для подальшої експлуатації).
Висока стійкість проти спрацювання периферії замка досягається додатковим наплавленням зносостійких армуючих поясків загальною шириною 60 мм і товщиною 2,5 мм. Наплавлення здійснюється в автоматичному режимі оригінальними порошковими безвольфрамовими матеріалами власного виробництва. Під час наплавлення під дією електричної дуги в шихті електрода відбувається самопоширюваний високотемпературний синтез твердосплавних сполук, які наносяться на поверхню замка, що дає змогу отримувати покриття високої твердості (63-70 HRC) та зносостійкості (що в 2-3 рази більша від матеріалу замка).
Випробування дослідної партії бурових труб типу ЗПК-127 на буровій 905-Пасічна в Надвірнянському управлінні бурових робіт показали, що ресурс зміцнених таким чином замків перевищує ресурс серійних ненаплавлених у 2-3 рази (мал. 1), тоді як використання традиційних безвольфрамових наплавочних матеріалів із твердістю, нижчою за 60 HRC, не забезпечує значного підвищення ресурсу, а в деяких випадках навіть знижує його внаслідок порушення структури матеріалу тіла замка.